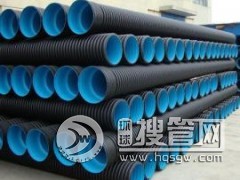

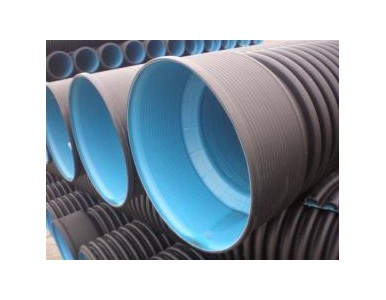


PE双壁波纹管具有重量轻、耐高压、韧性好、施工快寿命长等特点,除了具有普通塑料管所具有的耐腐蚀性好,绝缘性高,内壁光滑,流动阻力小等特点以处,还因采用了特殊的中空环形结构,具有优异的环刚度和良好的强度与韧性,及重量轻,耐冲击性强,不易破损等特点。目前在发达国家的诸多领域已经广泛应用,尤其是在美国,加拿大,日本以及欧洲许多国家,双壁波纹管广泛应用于市政排水排污,农业灌溉,煤矿通风、化工、通信电缆护套等领域。实践证明,在满足工程应用的强度和刚度要求下,采用双壁波纹管结构可节约原材料30%-50%,此外,对比混凝土管,铸铁管,有运输安装方便,降低施工人员劳动强度及降低工程的总投资等优势, 双壁波纹管已成为管道领域“以塑代钢”的首选管材,它克服了混凝土管,铸铁管等安装难度大、易锈蚀、水流阻力大、滋生细菌、寿命短的缺点。
生产线工艺流程编辑
由于PE双壁波纹管多是大口径型规格,挤出成型用原料较多,所以一般厂家都采用双螺杆挤出机(平行或锥形双螺杆挤出机均可应用),PE双壁波纹管成型过程主要经过管材成型,管材切断和扩口等三个工艺流程,具体如下
管材成型工艺流程:
混合筛后粉料-向挤出机上料-挤出机加热塑化-挤出机头分流-压缩成双层薄壁管状-在模块与定径套间由压缩空气吹涨-内外壁成型-冷却水次序却定型-连续牵引管材脱模
管材切断工艺流程:
成型机匀速出管-切割机夹具卡紧并同行-切割刀盘旋转并进刀-切割管材-刀盘复位-夹具松开复位-小车回位等待下一指令
产品型号:
1、S1型(环刚度≥4KN/㎡)2、S2型(环刚度≥8KN/㎡)管材设计选型时,一般来讲,无动荷载或管材埋深在0.7-5米左右,选用S1型;有动荷载的情况或管材埋深过浅及过深的情况下,选用S2型。如有特殊情况,可能就需要相关专业的工程师沟通,以保证管材选型的安全可靠。
主要应用于矿井、建筑物的排水、通风管道;市政工程,住宅小区地下埋地排水、排污管道;农田水利灌溉输水,排涝;污水处理厂、垃圾处理场排水输送管;化工通风管及化工、矿山用于流体的输送管;管道检查井的整体加工;高速公路预埋管道;高压电缆、邮电通信电缆保护套管等。
 通过认证
通过认证 












