


根据所需图纸设计的长度尺寸,将管材截断,管长应考虑管件的承插深度、管口打磨余量及增加上的封口环,端口与管材轴线垂直。
2、封口
使用封口环或PE焊条封,选用封口环时采用加热板封、选用PE焊条时采用焊枪封。
3、去氧化层
为了提高熔接性能,管材的熔接面、管件内壁需去氧化层。宜采用手工刮削,或电磨处理。去氧化层时应均匀刮整个周边,面面俱到,不允许漏刮。
4、保持管材、管件表面清洁
刮好后要用清洁抹布或棉纱做好内外管材、管件表面的清洁,使熔接面不许有泥、油及其它脏物。
5、晾干
组装时要保证管件、管材端口干燥,不允许有水珠进行装配。
6、做记号
在管材端口做好管件的承插深度记号,确保管材承插到位,保证熔接质量。
7、安装扶正器(dn315以上规格适用)
将扶正器的两个卡环调到管材的适当位置,必须位于记号之后,以免抵住管件承插不到位,拧紧扶正器的卡环螺母,卡紧在管材上。
8、承插到位
承插时先将管件套在管材的一端,稍紧时采用榔头轻轻敲打而进。另一头采用榔头敲打或扶正器、手摇葫芦(拉紧器)辅助承插到位。
9、调整
安装完后,将管件与管材连接处调整到同一个同心度、水平度,管件处不能出现严重的V字型,一般角度不超过15度。
10、管件编号
为了控制质量的追踪,责任落实到人,装好一个管件要对管件进行编号,号码由年、月、日、管件组成;如09012001表示:09年12月20日焊接的第01个管件。
11、焊接
管材与管材的连接是通过管件以电熔的方式进行连接的,连接前需要选择适合的电源,焊机的使用电源有220V及二相380V两种,使用前务必核对清楚,使用的电缆至少3×6+1mm2规格,如输送的距离过长,电缆需适当加粗,减少线损。
12、冷却
焊接完后在冷却过程中要让街头处于自然状态,且应保证冷却过程中不受任何外力作用,冷却时间应根据气候条件、管件大小等确定。
13、压管
为了防止埋地管浮管,与试压时压力的作用使管道蠕动,安装完时应对管道进行压管,一般为管顶500mm以上,压管时应露出管件,以便观察。
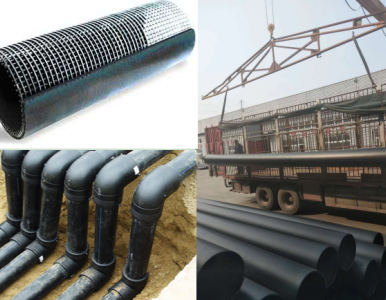
14、钢丝网骨架聚乙烯复合管与其他金属管道、阀门、伸缩节连接采用法兰连接。连接时先将法兰连接件与金属法兰连接好,对正后通电焊接。
15、为了补偿管道的热胀冷缩,管道系统可呈蜿蜒敷设。
16、管道暂时停止安装时,两端要采取临时封堵措施。
17、管道交叉处理
遇到新、老管线标高相近无法穿越时,应由施工单位会同甲方、设计及监理单位现场核实后,在满足管道规范要求间距的情况下进行交叉穿越处理,处理方法为采用弯头跨越和蜿蜒穿越两种方法。