内外涂环氧粉末防腐螺旋钢管生产步骤大致说来,可以分为以下几个步骤,压槽加工,喷砂,锈迹处理,预热,喷涂,固化,后处理等相关工艺。这里有几点是需要值得特别说明的是,钢管进厂检测是很有必要的,也是很关键的,检查是否有裂缝,是否有弯扁处,是否有缺口等等,这些都关系到管道能否正常使用,生产出来的产品有消防内外涂塑钢管,大口径防腐涂塑管,暖通冷热循环水管等管道我国的涂塑钢管产品开发的时间不长,在原材料、技术工艺、制造设备等各方面与国外相比,还有一定差距。几年来钢塑管行业联合会在行业内积极宣传和认真贯彻产品的行业标准,并率先开展了使用行业产品标识的认证工作,使得钢塑复合管产品的质量水平不断提高。相信在不久的将来,钢塑复合管将在全国范围内大面积使用。涂塑消防钢管,以钢管为基管,外壁涂装高附着力、抗冲击性、防腐耐候型的热固性粉末涂料,内壁涂装高附着力、防腐、食品级卫生型的热塑性粉末涂料。采用喷砂化学双重前处理、预热、内涂装、外涂装、固化、后处理等工艺,制成的给水内外涂塑复合钢管,是传统钢塑管、镀锌管升级型的高性价比产品。
FBE涂层有单层和双层两种。所谓FBE涂层一般指单层溶解环氧涂层。单层FBE涂层采用专用的溶解环氧粉末涂料作为成膜材料,采用静电喷涂工艺涂敷环氧粉末涂料,一次成膜。这种环氧粉末涂料是一种热固性涂料,由固态环氧树脂,、固化剂及多种助剂经混炼和粉末加工而成,钢管在喷漆前先经过抛丸处理和中频预热,在采用静电喷涂方法将环氧粉末涂料喷涂在加热的钢管表面上,融粘结在钢管表面,固化成涂层。FBE涂层一般为一次成膜结构。FBE涂层有对对钢铁粘结力强、膜完整性好、耐阴既剥离、耐土壤应力和耐磨损、涂敷操作简单、无污染、涂层抗击和抗弯曲性能好、耐温性高等优点,在国外得到了广泛应用。
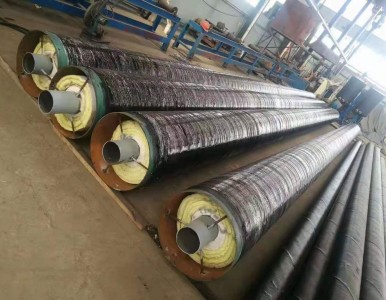
内外涂环氧粉末防腐螺旋钢管

1、基层处理,使用有机溶剂除去钢管表面油污,钢管通过传送带传输至中频加热装置,进行中频预热(预热温度60℃左右),去除油水湿气等
2、喷砂处理,用离心抛丸机将钢砂高速喷射钢管表面,清除锈层,并清除干净表面浮尘。达到Sa2.5级除锈标准,粗糙度40一100拌m。
3、除锈后检测,先目测对有疵点的钢管进行修整或剔除,再按照标准规定的检测频率使用粗糙度测量仪等检测除锈等级
二)、环氧粉末防腐钢管加热经过表面除锈处理的螺旋钢管采用无污染的电感应加热热源(钢管通过载有交变大电流的线圈所形成的交变磁场而产生涡流加热)均匀加热。加热的温度可根据生产速度、管壁的厚薄以及涂层胶化、固化时间进行调整,一般为230~260℃左右。用测温仪进行连续测量,以准确控制钢管表面温度(三)、环氧粉末防腐钢管粉末涂装FBE环氧粉末先在流化床内充分流化,然后通过静电喷枪,使粉末颗粒带负电,均匀地豁附在接地的经预热的钢管表面。对于少量扩散的粉末,可通过回收系统回收,不会造成粉尘污染。涂层的厚度根据要求,由上粉量、生产速度等调节,设计厚度400一1200拼m。
TPEP防腐螺旋钢管TPEP防腐钢管无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大